
Aktualności
 Dom / Aktualności / Wiadomości branżowe / Jakie są typowe specyfikacje oczyszczania materiałów i ciepła dla łożysk z obrotem w kolejce pojedynczej rzędu?
Dom / Aktualności / Wiadomości branżowe / Jakie są typowe specyfikacje oczyszczania materiałów i ciepła dla łożysk z obrotem w kolejce pojedynczej rzędu? Jakie są typowe specyfikacje oczyszczania materiałów i ciepła dla łożysk z obrotem w kolejce pojedynczej rzędu?
 2025.06.06
2025.06.06
 Wiadomości branżowe
Wiadomości branżowe
Typowe specyfikacje oczyszczania materiałów i ciepła dla Łożyska z pojedynczą rzędami wałków są starannie wybierane w celu zapewnienia wysokiej pojemności obciążenia, odporności na zużycie, integralności strukturalnej i trwałości w wymagających warunkach pracy. Te łożyska są powszechnie stosowane w sprzęcie, takich jak dźwigi, koparki, turbiny wiatrowe, roboty przemysłowe i platformy obrotowe, gdzie zarówno obciążenia osiowe, jak i promieniowe, a także w momentach przechylnych, muszą być jednocześnie zakwaterowane. Dlatego wybór materiałów i procesów oczyszczania cieplnego musi spełniać wymagania dotyczące wydajności przy jednoczesnym zachowaniu stabilności wymiarowej i wytrzymałości zmęczenia.
Najczęstszym materiałem stosowanym w ramach wyścigowych łożysk z obręczami pojedynczych rzędu jest 42CRMO (AISI 4140 lub równoważny), stal o średnim aloloy-węglowym znanej z doskonałej wytrzymałości, wytrzymałości i twardości. Ta stal oferuje zrównoważoną kombinację maszynowości w stanie wyżarzonym i wysoką wytrzymałość mechaniczną po obróbce cieplnej. W niektórych zastosowaniach o niższych wymaganiach obciążenia lub ograniczeniach kosztów można również zastosować 50 mn (DIN 1.1216), chociaż zazwyczaj jest mniej odporna na zużycie i bardziej podatna na zmęczenie.
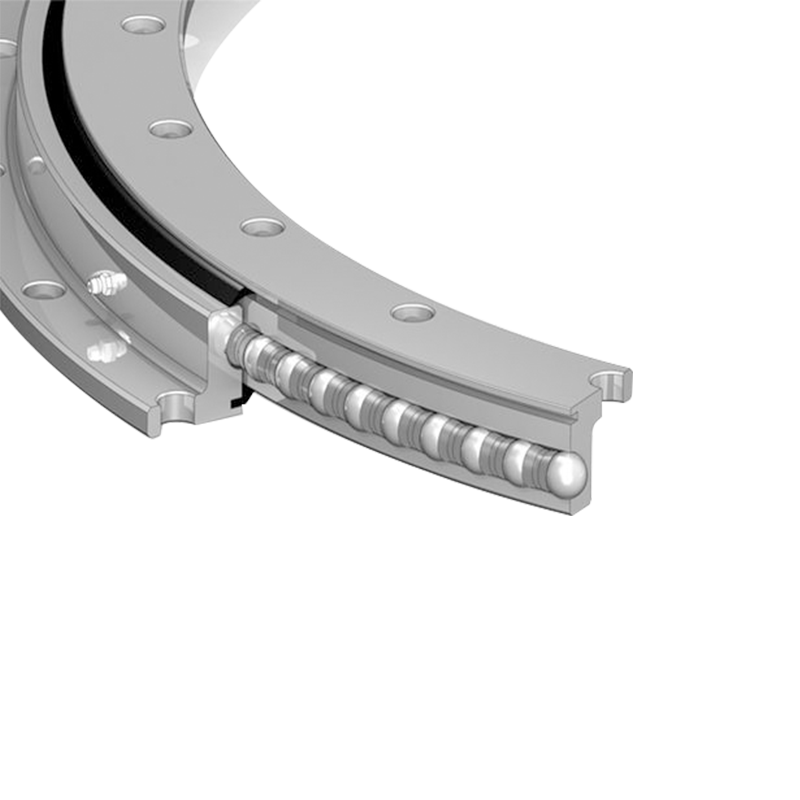
Po obrabianiu bieżni do wymaganej geometrii, ulegają stwardnieniu powierzchni przez obróbkę cieplną indukcyjną, proces, w którym zlokalizowane ogrzewanie i szybkie gaszenie tworzą utwardzoną warstwę na działających powierzchniach. W przypadku 42CRMO celem jest osiągnięcie twardości powierzchni trasy HRC 55–62, z głębokością hartowania zwykle od 3 mm do 6 mm, w zależności od wielkości i konstrukcji łożyska. Rdzeń Raceway pozostaje stosunkowo bardziej miękki (około HRC 30–40), zachowując wytrzymałość i odporność na pękanie.
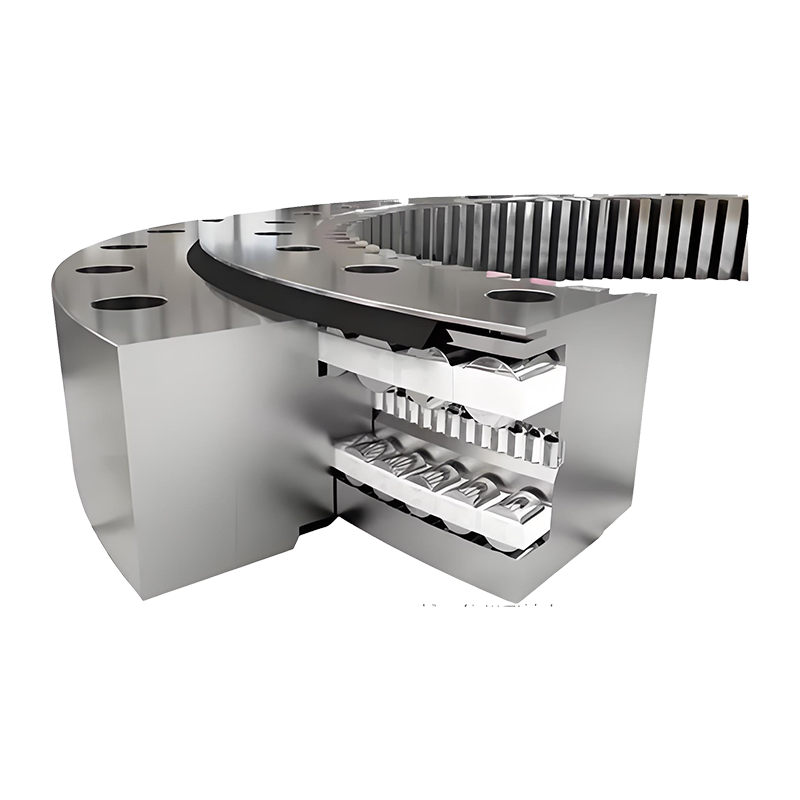
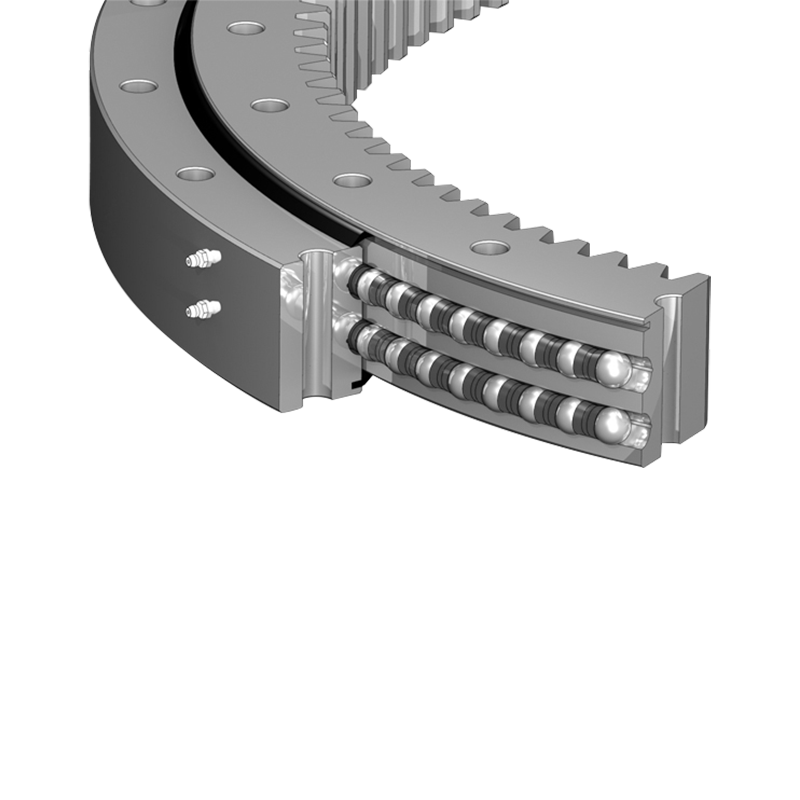
Oprócz bieżących, toczące się elementy toczące się-które zwykle są cylindrycznymi wałkami w skrzyżowanej konfiguracji-są również obróbką cieplną dla wysokiej twardości i żywotności zmęczenia. Rolki te są na ogół wykonane z chromowanej stali klasy łożyskowej, takiej jak GCR15 (AISI 52100 lub DIN 100CR6). Materiał ten oferuje doskonałą twardość, odporność na zużycie i stabilność wymiarową. Rolki są traktowane ciepłem przez całkowity proces wygaszania i temperowania, co powoduje twardość HRC 60–66. Zapewnia to niską odporność na toczące się i dłuższą żywotność, nawet przy wysokich obciążeniach i ciągłym działaniu.
Klatki lub separatory odstępowców, używane do utrzymywania jednolitych odstępów wałków, są często wytwarzane z tworzyw sztucznych inżynierii (takich jak nylon lub POM), mosiądzu, a nawet stali miękkiej, w zależności od prędkości operacyjnej i warunków środowiskowych. Te elementy zwykle nie są obróbki cieplne, ale są wybierane w celu kompatybilności z smarowaniem i rozszerzeniem cieplnym.
Zęby biegów - jeśli łożysko obejmuje zewnętrzny lub wewnętrzny pierścień przekładni - są również poddane hartowaniu indukcyjnym po cięciu. Twardość powierzchni zęba dla segmentów przekładni wynosi zwykle około HRC 50–60, o głębokości obudowy od około 1,5 mm do 3 mm, zapewniając odporność na zużycie i utrzymanie profilu zęba przy powtarzającym się zaangażowaniu.

Oprócz stwardnienia, temperowanie jest stosowane po obróbce cieplnej w celu złagodzenia naprężeń wewnętrznych i zmniejszenia kruchości. Pomaga to zapobiec pękaniu powierzchni i zniekształceniu podczas pracy. Ponadto na puste miejsce do pierścienia łożyska można nałożyć wyżarzanie lub normalizację przed obróbką, aby zapewnić jednolitą mikrostrukturę i poprawić próby.
Odporność na korozję jest kolejną kwestią, szczególnie w zastosowaniach morskich, offshore lub czystych. W przypadku takich środowisk można zastosować zabiegi powierzchniowe, takie jak powłoka z tlenku czarnego, powłoka fosforanowa, a nawet wyspecjalizowane spaski oporne na korozję. W rzadkich przypadkach stosuje się stal nierdzewną (taką jak AISI 440C), ale jest to rzadkie ze względu na koszt i niższą pojemność obciążenia w porównaniu z 42CRMO lub GCR15.
Typowe specyfikacje oczyszczania materiałów i ciepła dla łożysk z obrotem z pojedynczym rzędem, obejmują:
Materiał na bieżni: 42CRMO (AISI 4140), indukcja powierzchniowa zahartowana do HRC 55–62, głębokość utwardzania 3–6 mm
Materiał rolkowy: GCR15 (AISI 52100), zahartowany do HRC 60–66
Zęby biegów: indukcja utwardzona do HRC 50–60, głębokość 1,5–3 mm
Twardość podstawowa (Raceway): HRC 30–40 dla wytrzymałości strukturalnej
Materiał klatki: nylon, mosiądz lub stal miękka, w zależności od warunków
Opcjonalna ochrona korozji: czarny tlenek, powłoka fosforanowa lub poszycie w razie potrzeby
Te specyfikacje są niezbędne do zapewnienia, że łożyska złożone niezawodnie działają w złożonych obciążeniach i ponad dłuższych odstępach usług. Produkcja kontroli jakości - w tym testowanie twardości, analiza mikrostruktury i kontrola wymiarowa - ma kluczowe znaczenie dla sprawdzenia, czy procesy oczyszczania cieplnego osiągnęły pożądane właściwości. Daj mi znać, jeśli potrzebujesz rozszerzonej wersji do dokumentacji technicznej, briefu dostawcy lub treści witryny zorientowanej na SEO.

Jiangsu Manchen Transmission Technology Co., Ltd. wyróżnia się tworzeniem niestandardowych, niezawodnych i precyzyjnych łożysk dla różnych branż, nieustannie wprowadzając innowacje w celu spełnienia najwyższych standardów i szukając możliwości współpracy. Niezawodny i stabilny dostawca łożysk w Chinach.
Szybkie linki
Linki produktów
Skontaktuj się z nami
-
Address:Nr 8, Nanqiu Road, Huangtu Town, Jiangyin City, Chiny
-
Tel:+86-13646122221
-
E-mail:
-
E-mail:ma@slewingbearingcn.com
Prawa autorskie © Jiangsu Manchen Transmission Technology Co., Ltd..
